
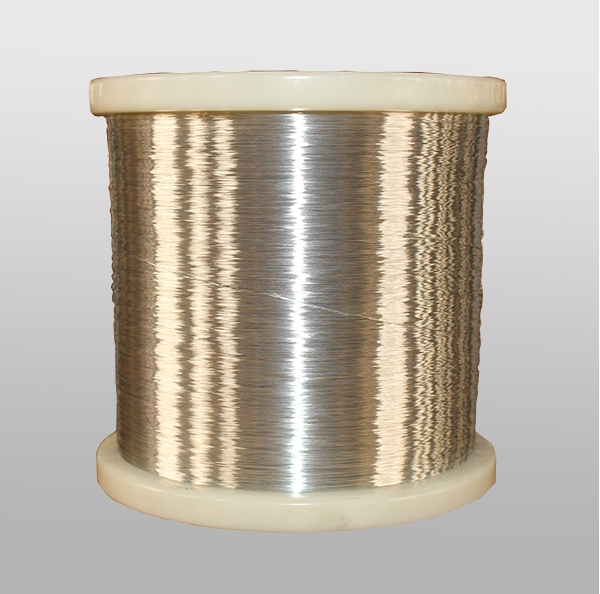
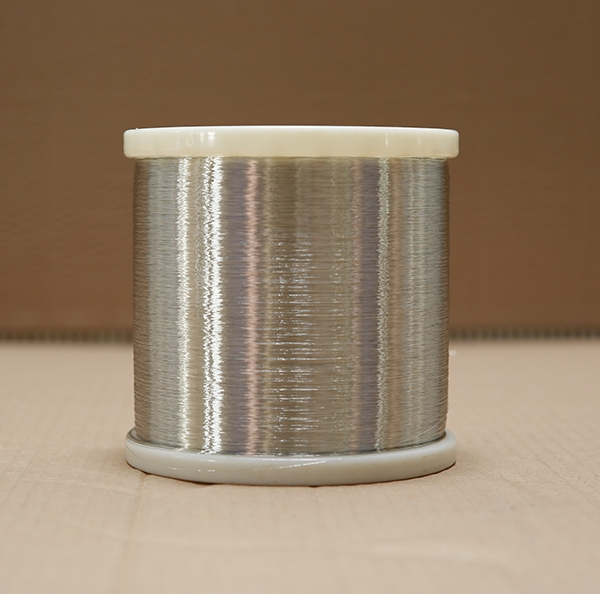
銅線的應用想必大家都知道的,但是關于銅線是如何制作出來的,很多人就不知道了,今天國投新材料來為我們講講銅線的一些具體工藝知識。且看鍍錫絲生產工藝要點如下介紹:
1、放線。放線是生產中的關鍵,鍍制用的銅線表面應盡量光滑圓整,符合國家標準的要求。剛拉出的細銅線由于表面有潤滑液,銅線表面極易氧化,應盡快鍍錫。并要求銅線排線均勻,松緊要適中,盤沿要光滑。放線宜采用越端式,這是因為線徑比較細,放線速度快,生產過程中極易斷線。經過反復試驗,我們采用在盤上加放線毛氈來擋線,很好地避免了線碰盤沿。同時又增加了放線盤與放線導輪之間的高度,提高了放線的可靠性,減少了斷線機率。
2、退火。銅線的退火溫度是影響成品線伸長率的關鍵因素。由于還要進錫爐二次加熱, 因而退火溫度不要太高。在這里要強調一點,現在很多設備公司生產的鍍錫退火機退火爐長度不一樣,保溫控溫也不一樣,有的是電熱管,有的是電爐絲,可根據設備調節(jié)溫度。使其伸長率達到國家標準。
3、錫爐。錫爐設備和錫爐溫度對產品的質量起著關鍵作用。目前本人見過錫爐有3種,一是整個錫爐材料由兩個鑄鐵鍋形成的且鍋底成三角行由電熱管控溫,生產大規(guī)格容易扁線,錫渣多不容易操作,二是整體為不銹鋼鍋體,控溫為電爐絲,錫鍋大好操作,控溫均勻,錫少三是日本不銹鋼錫鍋由三段控溫,使用效果更佳更科學,錫爐溫偏低,鍍錫銅線表面毛糙、電鍍錫銅線,銅包鋼線,裸銅線,冷鍍銅線,編帶成型跳線,康銅線,錳銅線,電鍍CP線,鍍錫銅包鋼線,鐵氟龍?zhí)€,鍍錫銅絲,電子導針表面容易產生錫瘤。爐溫偏高,則鍍錫銅線易發(fā)黃。華仕金屬生產出的成品線表面鍍層光滑、連續(xù),伸長率也達到國家標準。
4、冷卻方式。對于線徑小于 0.2 mm的鍍錫銅線,宜采用空冷,生產中要控制好牽引和電鍍錫銅線,出爐之間的距離即可。對于線徑為0. 2~ 0. 6 mm的鍍錫銅線, 采用風冷方式比較好, 它可以有效避免鍍錫銅線因冷卻不夠在收線后產生線間粘錫現象,保證鍍錫銅線的表面質量。





 Copyright ?
鹽城國投新材料有限公司 2020 版權所有 All rights reserved
Copyright ?
鹽城國投新材料有限公司 2020 版權所有 All rights reserved